Project Gallery
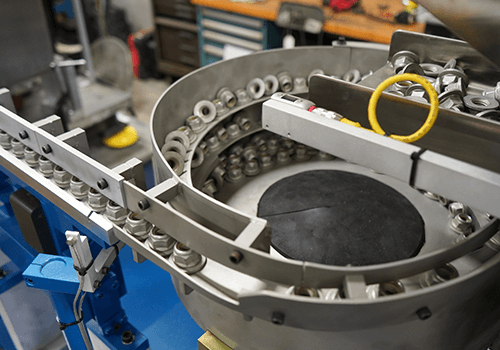
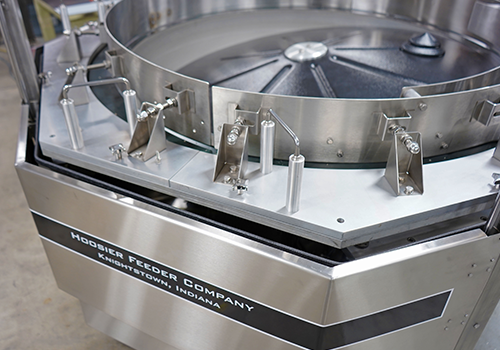
At Hoosier Feeder, we specialize in the design, engineering, and fabrication custom vibratory and centrifugal feed systems and conveyor solutions. We provide our customers with innovative solutions utilizing cutting edge technology. Here are just a few examples of the value added products and services that we deliver every day.